
High capacity pallet racking for heavy loads
When it comes to warehouse storage solutions, high capacity pallet racking for heavy loads is essential for businesses that handle large, bulky, or heavy items. In this blog, we'll explore why investing in high-capacity pallet racking is crucial, the benefits it offers, and how to choose the right system for your business.
If you handle and store heavy-duty goods you storage solutions that can handle the weight and volume of their inventory without compromising on safety or efficiency. Here’s why our high capacity pallet racking is a must for businesses dealing with heavy loads.
Benefits of High Capacity Pallet Racking for Heavy Loads
Investing in a high capacity pallet racking system offers numerous benefits that can positively impact your business operations.
Increased Load-Bearing Capacity
High capacity pallet racking is specifically designed to bear heavy loads. These systems will have larger beams widths (around 100mm -120mm) , and additional bracing to support more weight than standard racking systems. This increased load-bearing capacity means you can store heavier items safety and securely.
Improved Efficiency and Productivity
With a well-organised high capacity pallet racking system, your warehouse operations become more efficient. Employees can quickly locate and retrieve items, reducing downtime and improving productivity. Additionally, these systems can be customised with accessories such as mesh or timber decking, as well at added safety measure such a rack protection.
More Cost-Effective in the Long Run
While the initial investment in high capacity pallet racking may be higher than standard options, the long-term benefits make it a cost-effective choice. These systems are built to last, reducing the need for frequent replacements or repairs.
How to Choose the Right High Capacity Pallet Racking System
Before choosing a pallet racking system, it’s important to understand the weight and size of the items you need to store. This will determine the type of racking that is suitable for your operations. Consider factors such as the maximum load weight, the dimensions of your inventory, and how often items will be accessed.
Types of High Capacity Pallet Racking
There are various types of high capacity pallet racking systems available, each designed for different applications. Some common types include:
Adjustable / Selective Pallet Racking
- Adjustable Pallet Racking(APR): This is the most common type of direct access pallet racking. It allows for individual pallets to be accessed directly without moving others. Adjustable pallet racking, also knows as selective pallet racking are versatile and suitable for warehouses with a wide variety of SKU (stock-keeping unit) requirements. They offer easy access to each pallet, making them ideal for businesses that prioritise quick retrieval of goods.
Adjustable Pallet Racking (APR)

- Cantilever Racking: a specialised type of pallet racking system designed primarily for the storage of long, bulky, or irregularly shaped items that cannot be stored on traditional pallets. Unlike conventional pallet racking, which utilises horizontal beams to support pallets, cantilever racking features long, horizontal arms that extend from vertical columns.
Cantilever Racking

High-Density Pallet Racking Systems
- Mobile Racking Systems: Unlike traditional static pallet racking, mobile pallet racking is mounted on a steel framed base. This racking system is installed over guided mobile bases that slide laterally, thus eliminating the need for aisles, which open up only when accessed.
Mobile Racking

- Drive-In Racking: Drive-in Racking, also know as drive-through racking, allows forklift trucks to drive directly into the pallet racking , providing easy access to stored pallets. This efficient design eliminates the need for aisles between racks, maximising storage space for products with a low inventory turnover rate.
Drive-In Racking

- Push Back Racking: Push back racking is a type of selective pallet racking system used in warehouses to maximise storage density while maintaining selectivity and ease of access to stored goods. Ideal if you’re storing bulk goods on pallets according to the Last-in, First-out (LIFO) principle.
Push Back Racking

Incorporating high capacity pallet racking for heavy loads into your warehouse is a smart investment that can enhance efficiency, safety, and productivity. By choosing the right system tailored to your specific needs, you can optimise your storage space, improve operational workflows, and set your business up for long-term success.
Whether you’re upgrading an existing warehouse or planning a new facility our expert team at stamina Storage Systems , can help you choose the right high capacity pallet racking systems for your business. To discuss your project, get in touch today!
Stamina Storage Solutions have 25 years of experience designing and installing storage solutions for businesses in all sectors.
So, if you need support or advice contact us and we can help you find the right storage solution for your business.

What is push back racking?
Push Back Racking is space-efficient system that offers numerous benefits, making it a good choice of storage system for many industries. In our blog we will take a look at the intricacies of Push Back Racking, exploring its design, benefits, and applications.
What exactly is push back racking?
Push Back Racking is a type of storage system that allows for high-density storage of products with selectivity. Unlike traditional racking systems, where products are loaded and unloaded from the same aisle, Push Back Racking operates on the principle of “last in, first out” (LIFO). This means that the last item placed on the rack is the first one to be removed.
The system consists of a series of carts that move along inclined rails. When a pallet is loaded onto the front of the rack, it pushes the existing pallets back, hence the name of the system “Push Back Racking.” As more pallets are added, they push the earlier ones further back, creating a sequence of easily accessible inventory.
Advantages of Push Back Racking
1. High-Density Storage
One of the main benefits of choosing Push Back Racking is its ability to maximise storage space. By utilising the depth of the racking, it allows for more pallets to be stored in a smaller footprint compared to selective racking systems. This makes it an ideal choice for warehouses with limited space.
2. Enhanced Selectivity
While Push Back Racking follows the Last In First Out (LIFO) principle, it still offers better selectivity compared to other high-density systems like drive-in racking. Operators can access any pallet in the row without having to move others, provided it’s the front-most pallet. This makes it easier to manage inventory and reduces the time spent retrieving items.
3. Operational Efficiency
The design of Push Back Racking allows for quick loading and unloading, reducing handling time and labor costs. The system’s inclined rails and rolling carts facilitate smooth pallet movement, minimising the effort required by forklift operators.
4. Versatility
Push Back Racking can store a wide range of products, from perishable goods to non-perishable items. It is suitable for any business with items of different sizes and turnover rates, making it a versatile solution for different industries.
5. Safety and Durability
The robust design of Push Back Racking systems ensures long-term durability and safety. The nested carts and rails are engineered to withstand heavy loads and frequent use. Additionally, the system’s structure minimises the risk of accidents, as forklifts do not need to enter the racking system to access pallets.

Applications of Push Back Racking
1. Retail and E-commerce
Retail and e-commerce businesses often deal with a high volume of products and frequent stock turnover. Push Back Racking is ideal for storing items with high turnover rates, allowing for efficient stock rotation and easy access to products.
2. Food and Beverage Industry
In the food and beverage industry, where shelf life and product rotation are critical, Push Back Racking provides an excellent solution. It allows for the storage of perishable goods with moderate rotation, ensuring that older stock is used first.
3. Manufacturing
Manufacturing facilities often require efficient storage solutions for raw materials and finished goods. Push Back Racking offers a space-efficient way to store various products, from small components to large assemblies.
4. Cold Storage
Push Back Racking is well-suited for cold storage environments, where maximising space is crucial due to the high cost of temperature-controlled facilities. The system’s design minimises the amount of time that forklift operators need to spend in cold areas, improving operational efficiency and employee comfort.
Push Back Racking is a versatile and efficient solution for businesses looking to optimise their storage space. With its ability to maximise space, improve access, and handle a variety of products, it’s a great choice for many industries. And with the help of Stamina Storage Systems, you can easily set up a Push Back Racking system that’s tailored to your needs. So if you’re ready to take your warehouse efficiency to the next level, get in touch to see how they can help!
To speak to our team, or arrange a free site visit, get in touch today.
Stamina Storage Solutions have 25 years of experience designing and installing storage solutions for businesses in all sectors.
So, if you need support or advice contact us and we can help you find the right storage solution for your business.

Why plastic rack protection guards offer the best protection for your pallet racking.
When it comes to rack protection guards for uprights, there are two options, steel or plastic. Steel guards have been the traditional go-to. They’re robust and can handle heavy impacts, but they come with a caveat—they can bend or dent upon impact, and over time, they might corrode, especially in damp environments. While they offer strong protection, the long-term maintenance can be a hassle, and that why our team at Stamina Storage Systems will always recommend a plastic rack protection guard to clients, and here’s why:
The Critical Importance of Racking Protection
Busy warehouses are bustling hubs of activity where efficiency and safety must coexist. However, even minor collisions from forklifts to pallet racking can lead to significant damage, which can compromise the stability of the racking system, posing risks to employee safety as well as leading to costly repairs and operational downtime.
Given the high stakes, it’s crucial to invest in reliable rack protection measures. While several options are available, plastic rack protectors offer a unique blend of benefits that make them our go-to protectors for racking uprights.

Why choose plastic pallet racking guards?
One of the most compelling reasons to choose plastic rack protectors is their excellent impact absorption capabilities. Made from high-density polyethylene (HDPE) or other robust plastics, these protectors are designed to absorb the energy from impacts (like a car bumper). This reduces the force transferred to the racking system, minimising the risk of structural damage.
Unlike metal rack protectors, which can bend or dent upon impact, plastic protectors flex and return to their original shape. This resilience ensures long-lasting protection, even in high-traffic areas where impacts from forklifts are more frequent.
Versatility and Compatibility
Plastic rack protectors are highly versatile, usually quick to fits and suitable for a wide range of racking systems and configurations. They come in various sizes and designs to accommodate different upright dimensions, making them suitable for nearly any racking system.
For example, the Protect-It XL rack guards provide effective protection for uprights with widths ranging from 70mm to 90mm (2.75” to 3.5”). This adaptability ensures that businesses can implement a uniform protective solution across their entire facility, simplifying installation and maintenance processes.

Durability and Environmental Resistance
Warehouse environments can be harsh, with varying temperatures, humidity levels, and exposure to chemicals. Plastic rack protectors excel in these conditions due to their durability and resistance to environmental factors. They are waterproof and chemical resistant, maintaining their protective qualities even in sub-zero temperatures. This makes them ideal for cold storage facilities and other challenging environments.
In contrast, metal protectors can corrode over time, especially in damp or chemically aggressive environments, compromising their effectiveness and lifespan.
Easy Installation and Maintenance
One of the standout features of plastic rack protectors is their ease of installation. They can be installed quickly without the need for drilling, minimising disruption to warehouse operations. This ease of use extends to their removal as well, facilitating regular inspections and maintenance.
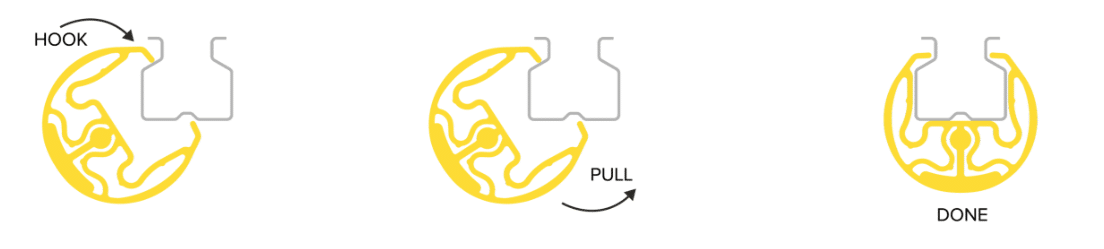
Plastic protectors are lightweight yet sturdy, allowing for hassle-free handling during installation and maintenance. This convenience ensures that warehouse managers can uphold safety standards without sacrificing operational efficiency. To see how quickly the Protect-It XL can be installed, check out our video here
Cost-Effectiveness
While the initial cost of plastic rack protectors may be comparable to other materials, their long-term cost-effectiveness is unmatched. Their durability and resilience reduce the frequency of replacements and repairs, resulting in lower maintenance costs over time.
Additionally, the reduction in racking damage and the associated risks of accidents and operational downtime translate to significant cost savings. By investing in plastic rack protectors, businesses can protect their bottom line while enhancing warehouse safety.
Promoting a Culture of Safety
Beyond the tangible benefits, choosing plastic rack protectors reflects a commitment to safety and proactive risk management. It sends a clear message to employees and stakeholders that their well-being is a priority. This commitment can foster a culture of safety, encouraging best practices and vigilance in all aspects of warehouse operations.
When deciding on the type of rack protection for optimal warehouse safety and efficiency, plastic rack protectors emerge the best choice for pallet racking protection. Their superior impact absorption, versatility, durability, ease of installation, and cost-effectiveness make them an indispensable asset in any warehouse setting.
By prioritising the protection of your pallet racking systems with high-quality plastic protectors, businesses can safeguard their operations, enhance worker safety, and achieve sustainable success in the competitive logistics landscape.
For more insights on how plastic rack protectors can enhance your warehouse safety, contact us at https://staminastorage.com/get-in-touch/
Stamina Storage Solutions have 25 years of experience designing and installing storage solutions for businesses in all sectors.
So, if you need support or advice contact us and we can help you find the right storage solution for your business.

Builders Merchants Storage Systems
Running a successful builders merchant requires storage systems that are built for strength, safety and efficiency. From palletised construction materials to long timber lengths and sheet products, your racking must withstand heavy loads while allowing fast, safe access for staff and forklift operators.
Stamina Storage Systems design, supply and install heavy-duty racking systems for builders merchants across the UK. With over 35 years of industry experience, we create tailored warehouse and yard storage solutions that maximise available space, improve workflow and support long-term operational growth.
Storage Challenges in Builders’ Merchants
Builders merchants operate in demanding environments. Storage systems must accommodate:
- Heavy palletised building materials
- Long and bulky items such as timber, pipes and steel
- Mixed SKUs with varying load weights
- High daily stock turnover
- Forklift traffic and manual picking areas
- Indoor warehouse and external yard storage
Racking systems in this environment must be durable, compliant and carefully designed to ensure safe load distribution and efficient stock handling.
At Stamina, we understand the operational pressures merchants face, and we design storage systems that work with your workflow, not against it.
Racking Systems for Builders Merchants
We supply and install a comprehensive range of racking systems designed specifically for merchant and construction environments.
Cantilever Racking for Timber & Long Materials
Cantilever racking is one of the most critical storage systems for builders merchants handling long and bulky materials (e.g. timber, steel sections, pipes and sheet products).
Its open-fronted design allows safe and efficient loading while heavy-duty arms provide reliable support across extended spans.
For merchants operating outdoor yards, we also supply galvanised cantilever racking that withstands weather exposure while maintaining structural strength.
Adjustable Pallet Racking
Adjustable pallet racking provides direct access to every pallet. That flexibility is extremely useful when merchants manage a wide range of construction materials with different stock levels and turnover speeds.
The system can also be adjusted as stock profiles change. Beam levels can move. Rack runs can extend. The layout can evolve as the business grows. That flexibility makes it one of the most widely used warehouse storage systems across the construction supply sector.
Heavy-Duty Shelving Solutions
Builders merchants also store a wide range of smaller items. Plumbing parts, fittings, boxed hardware, tools, fixings. These products are usually picked by hand.
Heavy-duty shelving systems provide strong and organised storage for these items while improving visibility and picking efficiency.
High-Density & Specialist Systems
Where operationally required, we also supply drive-in and push-back racking to increase pallet capacity, along with mezzanine and multi-level systems to expand storage within existing buildings. These solutions are implemented where appropriate to maximise space and support specific workflow needs.
We Are Experts in Storage Solutions for Builders Merchants
With decades of experience working within the construction and merchant sectors, we understand the importance of safe, efficient storage systems.
- 35+ years of industry experience
- UK-wide design and installation service
- Heavy-duty, high-quality materials
- Tailored system layouts
- SEMA-aligned installation standards
- Free site survey and storage design service
We work closely with you to assess your space, stock profile and operational requirements before recommending a solution that delivers both performance and longevity.
Recent Builders Merchant Projects
We regularly deliver racking systems for businesses across construction supply and distribution sectors.
Adjustable Pallet Racking for Leading Yorkshire Food Supplier
When stock grows faster than space, warehouses start to feel cramped. A large Yorkshire food supplier faced exactly that problem. We installed heavy duty adjustable pallet racking that increased pallet positions while keeping clear forklift access. The new layout improved organisation, simplified stock handling, and helped the warehouse run smoothly day after day.
Warehouse Storage Expansion for Decco
Moving into a larger warehouse sounds simple. Then the real question appears. How should the space work? Hardware distributor Decco needed a strong storage layout that supported varied pallet loads and steady growth. We installed heavy duty pallet racking that structured the warehouse properly, creating clear storage zones and efficient forklift routes.
Warehouse Safety Upgrade for a National Tile Retailer
Tile pallets carry serious weight. Over time, that pressure shows on racking systems. A national tile retailer asked us to review their warehouse layout and safety. We upgraded and reconfigured the racking, strengthening load capacity and improving access. The result was a safer warehouse with better pallet storage across the facility.
Start Your Builders Merchant Storage Project
If you’re looking to improve organisation, increase capacity or upgrade existing systems, our team can help.
We offer a free site survey and storage design service, helping you implement a racking system that supports efficiency, safety and long-term growth.
Contact Stamina Storage Systems today to discuss your builders merchant storage requirements.
Frequently Asked Questions
Q. What type of racking is best for builders merchants?
Most builders merchants rely on cantilever racking for timber and long materials, combined with adjustable pallet racking and heavy-duty shelving for palletised and manually picked products. The right solution depends on your stock profile and available space.
Q. Can racking be installed in external yards?
Yes. We supply galvanised and heavy-duty racking systems designed specifically for outdoor environments such as builders merchant yards.
Q. Do you offer installation and design services?
Yes. Stamina provides a complete service including site surveys, system design, supply and professional installation.
Q. Can systems be expanded in the future?
Yes. Most racking systems are modular, which means they can be extended, reconfigured or adapted as your business grows.
Stamina Storage Solutions have 25 years of experience designing and installing storage solutions for businesses in all sectors.
So, if you need support or advice contact us and we can help you find the right storage solution for your business.

Cold Storage Pallet Racking: How to Keep Your Inventory Safe and Organised
Keeping your cold storage organised and efficient is no small feat, but it’s absolutely crucial for maintaining the quality of your inventory. Whether you’re dealing with frozen foods, pharmaceuticals, or any other temperature-sensitive goods, the right pallet racking system can make all the difference. Our expert team at Stamina Storage Solutions have had two decades in warehouse storage so, I’ve seen firsthand how proper pallet racking can transform a cold storage facility. In this article, we’ll dive deep into the best practices for pallet racking in cold storage.
The Importance of Proper Pallet Racking in Cold Storage
Temperature Control
When it comes to cold storage, maintaining a consistent temperature is key and we have seen on previous projects issues such as inconsistent temperatures in one section of the cold storage, leading to spoiled products. This is where having the correct pallet racking system can help!
Space Utilisation
Efficient use of space is essential in cold storage. The cost of maintaining these environments is high, so maximising your storage capacity can save significant money.
Inventory Accessibility
Quick and easy access to your inventory is a game-changer in any warehouse, but it’s even more critical in cold storage where you want to minimise the time the doors are open. A typical solution could be switched from standard selective pallet racking to a pallet flow system, to implement a First-In-First-Out (FIFO) system which in turn would improve inventory turnover and reduced the time staff spent searching for items, thereby enhancing overall efficiency.
Regulatory Compliance
Meeting industry standards and regulations is non-negotiable in cold storage. Compliance not only ensures safety but also helps avoid hefty fines. Stamina Storage Systems recently worked on a project where we had to overhaul a pharmaceutical company’s cold storage to meet new FDA regulations. By upgrading their racking system and ensuring it met all safety and hygiene standards, we not only passed the inspection but also streamlined their storage process, making it more efficient.
Types of Pallet Racking Systems Suitable for Cold Storage
Drive-In Pallet Racking
Drive-in racking is perfect for high-density storage, especially for products that are stored in large volumes. This system allows forklifts to drive directly into the rack, which is great for maximising space.
Carton Flow Racking
If you need a FIFO system, carton flow racking is your best bet. Gravity rollers allow pallets to move forward automatically as items are removed. This system is ideal for perishable goods, and can not only improve stock rotation but also reduced labour costs as the need for manual handling was minimised.

Mobile Pallet Racking System
Mobile racking systems are a fantastic space-saving solution. These racks are mounted on mobile bases that can be moved to create access aisles only when needed. Installing this type of racking system in a cold storage unit can increase your usable space allowing for more product storage without additional construction costs
Double Deep Pallet Racking
Double deep racking balances accessibility and storage density. By placing one pallet behind another, you can store more products while still having relatively easy access. In a project with a beverage company, we used double deep racking to store large quantities of bottled water and soft drinks. This setup improved their storage efficiency while keeping their products easily accessible.
Push Back Racking
Push back racking is great for Last-In-First-Out (LIFO) inventory systems. It’s particularly useful for bulk storage. This system allows you to store more products in a smaller footprint while maintaining easy access for their staff.
Design Considerations for Cold Storage Racking
Professional Installation
Professional installation is always recommended for cold storage racking. Experienced installers can ensure that your system is secure and stable, reducing the risk of accidents. By choosing a reputable company like Stamina Storage Systems with SIER registered installers, to ensure the system was set up correctly and efficiently.
Structural Integrity and Stability
Ensuring your racking system is anchored properly is critical. This prevents the racks from shifting or collapsing under load. Rack protection should be fixed to every upright to ensure the safety of the racking and prevent damage from forklifts. Our Protect-It range of rack protections would be a perfect solution to ensure your racking remains safe an compliant.
Pre-Installation Planning
Proper planning can make a significant difference. Assess the specific needs of your cold storage environment and customise your racking solution accordingly. Our expert warehouse design team with work with you to carefully plan the layout and racking specifications to ensure the final installation meet your requirements.
Safety and Maintenance in Cold Storage
Regular Inspections
Regular racking inspections are crucial to maintaining the integrity of your racking system. We recommend establishing a routine inspection schedule to identify and address any wear and tear promptly. If you require a racking inspection, you can book online here.
Regular racking inspections are crucial to maintaining the integrity of your racking system. We recommend establishing a routine inspection schedule to identify and address any wear and tear promptly. If you require a racking inspection, you can book online here.
Safety Measures
Implementing safety protocols is vital to preventing accidents. This includes training staff on proper racking usage and ensuring they follow safety guidelines.
Cleaning and Hygiene Protocols
Maintaining cleanliness in cold storage is essential to prevent contamination. Regular cleaning routines and ensuring your racking system is easy to clean can help.
Maintaining an efficient and organised cold storage facility is essential for preserving product quality and maximising operational efficiency. By investing in the right pallet racking system and following best practices for design, installation, and maintenance, you can ensure their cold storage facilities operate smoothly and comply with industry standards.
Remember, each cold storage facility is unique, so it’s essential to assess your specific needs and customise your racking solution accordingly. With the right approach and a focus on safety, compliance, and efficiency, you can unlock the full potential of your cold storage operation.
If you have any questions or need further assistance with pallet racking for cold storage, feel free to contact the team at Stamina Storage Systems.
Stamina Storage Solutions have 25 years of experience designing and installing storage solutions for businesses in all sectors.
So, if you need support or advice contact us and we can help you find the right storage solution for your business.

Industrial Shelving Systems for E-commerce Warehouse Operations
Industrial Shelving Systems are the backbone of modern e-commerce warehouse operations, offering innovative solutions that maximise every inch of space, streamline processes, and ultimately drive business success. In this blog, we will explore the various types of industrial shelving systems available from Stamina Storage Systems and how they can offer a plethora of benefits for optimal e-commerce efficiency.
The Importance of Efficient Shelving in E-commerce
Many E-commerce warehouse facilities face unique challenges, including managing a wide variety of stock, fluctuating inventory levels, and the need for quick order fulfillment. By choosing the right industrial shelving system for your business you can address these challenges by:
Maximising Storage and Space:
Efficient storage solutions are crucial for the success of any e-commerce operation, and investing in industrial shelving systems can maximise the storage capacity. The e-commerce warehouse stock a wide range products, from small parts like electrical, to much bulkier items like clothing. A shelving system, such as Longspan Shelving, known for its versatility and robust design, is a particularly effective solution. It typically consists of steel frames and adjustable beams. The design allows for easy assembly and adjustment, and to make the best use of vertical space, allowing businesses to store more items in the same floor space. This is particularly beneficial in e-commerce warehouses where maximizing storage capacity is essential.

Enhancing Inventory Management
In a fast-paced e-commerce warehouse, quick and easy access to stock is paramount. Industrial Shelving Systems, such as Mobile Shelving Systems are designed to significantly enhance inventory management and maximise accessibility. These systems consist of shelving units mounted on tracks, allowing them to be compacted together to save space and only create aisles when needed. This design not only increases the storage capacity within the same footprint but also improves the organisation of inventory, as items can be stored systematically and accessed with ease.
Adapt to change
Industrial shelving systems are inherently adaptable, making them ideal for managing fluctuations due to seasonal trends in e-commerce. These shelving units feature adjustable components, such as customisable shelf heights and modular designs, allowing for quick reconfiguration to accommodate varying inventory sizes and quantities. During peak seasons, when stock levels surge, additional shelves can be added or repositioned to maximise storage capacity and improve organisation. Conversely, during off-peak periods, shelves can be rearranged or removed to create more efficient pathways and streamline the warehouse layout. This flexibility ensures that storage solutions remain efficient and effective year-round, regardless of changes in product volume or size.

Enhancing Inventory Management
Inventory management is a key factor in e-commerce operations. Shelving systems can help streamline this process by enabling efficient stock rotation and easy stocktaking. By implementing a system like Carton Flow Live Systems to ensure that products are easily visible, reachable, and ready for quick retrieval.

In the fast-paced world of e-commerce, efficient shelving systems are essential for staying competitive. By investing in innovative industrial shelving solutions from Stamina Storage Systems, your businesses can maximise storage capacity, streamline operations, and ultimately achieve greater success. Whether you’re a small business or a large retailer, we can help you choose the the right shelving system can make all the difference in your operational efficiency and bottom line. So get in touch with our team today.
Stamina Storage Solutions have 25 years of experience designing and installing storage solutions for businesses in all sectors.
So, if you need support or advice contact us and we can help you find the right storage solution for your business.

Could drive in pallet racking be the solution to your storage challenges?
Are you a warehouse manager looking to optimise space and increase efficiency in your facility? If so, you may want to consider drive in racking as a solution. This innovative storage system has been chosen by many businesses for its ability to maximise storage space while also offering significant cost savings.
What is a Drive In Pallet Racking?
Best suited for warehouses that handle high volumes of bulky items, Drive In Pallet racking systems are best suited for warehouses that handle high volumes of relatively bulky items. Drive-In Pallet Racking utilises vertical space efficiently by eliminating aisles between racks, allowing forklifts to drive directly into the racking bays to access the palleted goods. This design minimises wasted aisle space, making it an ideal choice for warehouses with a high volume of products.
So, what exactly is Drive In Pallet Racking, and why should you consider it for your warehouse operations? Let’s break it down in simple terms below…
Why Choose Drive In Pallet Racking for Your Warehouse Operation?
Choosing drive-in pallet racking for your warehouse operation brings many benefits, making it a compelling choice for businesses looking to optimise their storage space and enhance operational efficiency.
Here are several reasons why you should consider drive-in pallet racking:
- Maximised Space Capacity: Drive-in pallet racking systems typically have a higher storage density than traditional selective rack systems because they allow pallets to be stored closer together and with fewer aisles. This is possible because the system only requires one aisle for retrieval rather than two aisles as in a traditional pallet racking system.
- Cost-Effective: With drive-in pallet racking, every inch of floor space and can utilised so it makes it the ideal solution for businesses looking to optimise their space without the need for costly expansions or the need to locate to bigger facilities.
- Suitability for High Volume Inventory: Drive-in pallet racking is a great solution if storing large quantities of the same product or SKU. This makes it an ideal choice for warehouses with high-volume inventory that doesn't require frequent access, such as seasonal items or raw materials.
- Improved Accessibility: Drive-in pallet racking still provides relatively easy access to stored goods. Forklifts can drive in to the bay the and retrieve pallets from multiple positions, facilitating efficient loading and unloading operations.
- Safety and Durability: Drive-in pallet racking systems are built to withstand heavy loads and rigorous warehouse environments. With robust construction and adherence to safety standards, these systems ensure the safety of both your warehouse operative and the stored goods.
How does drive in pallet racking differ from conventional racking
Drive In Pallet Racking is all about making the most of vertical and horizontal space by eliminating the need for multiple aisles. Traditional pallet racking requires several aisles between rows to allow forklifts to retrieve goods. In contrast, Drive In Racking is configured for the forklifts to drive directly into the racks to access the pallets. This not only saves valuable floor space but also increases storage density, which is crucial for businesses handling a high volume of products.
Drive in pallet racking differs significantly from conventional racking systems, here’s how:
Storage Methodology: Conventional racking systems prioritise individual accessibility to each pallet location and the aisle between the racks allows for direct access to pallets, making it a great solution for fast-moving goods. However, hand, drive in pallet racking maximises the storage capacity by removing the aisles, enabling the pallets to be stored in-depth. This method is ideal for goods with lower turnover rates, as it prioritises bulk storage and available space.
Accessibility: In conventional racking, forklifts drive through aisles to access the pallets to quickly and efficiently pick the stock. This design requires enough space between racks to able the forklift to move, which limits storage capacity. Whereas Drive-in pallet racking allows forklifts to drive directly into the racking structure, accessing multiple pallets within each bay. While this method reduces accessibility to individual pallets, it significantly increases storage density, making it ideal for warehouses with limited space.
Inventory Management: Conventional racking systems are a good choice for first-in, first-out (FIFO) inventory management, where older stock is accessed before newer stock as access to the pallet positions is much easier. Drive-in pallet racking, on the other hand, is better suited for last-in, first-out (LIFO) inventory management, where the most recently stored pallets are accessed first. This is because pallets are stored in-depth, with newer stock positioned behind older stock, requiring forklifts to retrieve pallets from the rear of the rack.
Space Utilisation: Conventional racking systems typically require wider aisles between racks to accommodate forklift maneuverability, resulting in lower storage density. Drive-in pallet racking maximises the vertical space in the warehouse by removing the aisles and allowing forklifts to access pallets within the rack structure. This design significantly increases storage capacity, making it ideal for warehouses looking to make the most of limited floor space.
Flexibility: Conventional racking systems offer greater flexibility in terms of SKU selection and rotation, as each pallet position is individually accessible. Drive-in pallet racking, while highly efficient for bulk storage of homogeneous goods, may be less flexible when it comes to SKU rotation and access to specific pallets. However, it can still accommodate varying pallet sizes and configurations within its design parameters.

When should you consider drive in racking?
With various pallet racking systems available, you should consider if Drive-In Racking is the best choice for your warehouse operations. Here are some scenarios where this system excels:
- High-Volume, Low-SKU Inventory: If your warehouse stores large quantities of a few types of products, Drive In Racking can provide significant benefits in terms of space and operational efficiency.
- Bulk Goods or Seasonal Stock: Warehouses dealing with bulk goods or seasonal products that are stored for extended periods can greatly benefit from this racking solution. It’s also excellent for cold storage applications, where maximising space is essential.
- Limited Space: If your warehouse is limited in size or expanding the facility isn’t an option, Drive-In Racking helps you store more in less space.
Things to keep in mind
While Drive-In Pallet Racking offers numerous benefits, there are some factors to consider to ensure it’s the right fit for your business needs:
- Forklift Training: Since forklifts are required to drive into the racking bays, operators need proper training to navigate these lanes safely and efficiently.
- Load Stability: The system depends on pallets being securely placed on the rails. It’s crucial to use pallets of uniform size and weight for optimal stability and to prevent accidents.
- Inventory Management: Drive-In Racking works best with LIFO inventory systems. If your goods require a strict First-In, First-Out (FIFO) approach, you might want to explore alternative racking solutions like Drive Through Pallet Racking.
Drive In vs. Drive-Through Pallet Racking: What’s the Difference?
At this point, you might be wondering about Drive-Through Racking. While both systems sound similar, there’s a key distinction: Drive-Through Racking allows forklifts to access both ends of the racking system, enabling a FIFO inventory flow. This is beneficial for perishable goods or products that require more stringent stock rotation.
Drive In Racking, on the other hand, only permits entry from one side, making it perfect for goods that can be managed using a LIFO approach.
Making the right choice when it comes to pallet racking is the first step in optimising the use of a warehouse. This requires a deep understanding of warehouse space and knowing which areas to optimise, where to add or remove, and what is most efficient. By contacting the team at Stamina Storage Solutions, we can help you make the right decision for your business. To speak to our team, or arrange a free site visit, get in touch today.
Stamina Storage Solutions have 25 years of experience designing and installing storage solutions for businesses in all sectors.
So, if you need support or advice contact us and we can help you find the right storage solution for your business.

Should You Consider Very Narrow Aisle (VNA) Pallet Racking For Your Warehouse?
With many pallet racking storage solutions available, narrow aisle racking and very narrow aisle racking (VNA) stands out as a popular choice for businesses looking to make the most of their storage space.
However, whilst this type of system reduces the aisle widths to create space, we need to explore if its’ right fit for your warehouse?
When scoping out what your options are for a warehouse pallet racking solution, maximising the floor space and efficiency will be one of your key priorities, as every square foot of your warehouse holds potential for increased productivity and saving costs. Among the many pallet storage solutions available, narrow aisle pallet racking stands out as a popular choice for businesses looking to make the most of their storage space. However, whilst this type of system reduces the aisle widths to create space, we need to explore if its’ right fit for your warehouse?
What Is Narrow Aisle Pallet Racking
Narrow aisle pallet racking is a pallet racking system which reduces the width of the aisles between the racks by as much as 50% compares to that of traditional rack configurations. Unlike traditional wide aisle setups, narrow aisle racking utilises specialised forklifts or reach trucks capable of navigating tighter spaces to put away and pick the pallets. This design enables warehouses to store more inventory while maintaining accessibility to individual pallets.

The advantages of narrow aisle pallet racking:
Narrow aisle racking has significant advantages when it comes to maximising the floor space within your warehouse with up to a 50% improvement compared to traditional pallet racking systems. Additionally, the design of narrow aisles facilitates faster movement of goods throughout the warehouse, enhancing material handling efficiency and leading to quicker order fulfillment times. Despite the narrow aisles, accessibility to individual pallets is maintained, ensuring enhanced selectivity crucial for warehouses managing diverse product lines or frequently changing inventory. This efficiency in retrieving specific items contributes to smooth operations adaptable to varying demand patterns. Moreover, the system’s space optimisation capabilities translate into long-term cost savings as warehouses minimise the need for costly expansions or off-site storage solutions. By utilising existing space more effectively, businesses can improve financial efficiency and sustainability over time.

The disadvantages of narrow aisle pallet racking:
While narrow aisle pallet racking offers numerous advantages, it’s essential to consider potential disadvantages before implementing this storage solution.
Narrow aisles require special forklifts or reach trucks capable of maneuvering in tight spaces. These vehicles typically come with higher upfront costs compared to standard forklifts. Additionally, their maintenance and operation may require specialised training for warehouse staff, adding to operational expenses.
Whilst narrow aisle racking will maximise your space, it may not be a suitable option for the types goods you are storing as some products may require wider aisles or alternative storage solutions to ensure efficient retrieval and handling. Additionally, the restricted space may pose challenges for certain material handling tasks, particularly those involving oversized or irregularly shaped items.
The initial upfront costs of narrow aisle pallet racking could be higher as it involves for both equipment and infrastructure modifications. These expenses may include purchasing specialised forklifts, retrofitting existing racking systems, and potentially redesigning warehouse layouts. While the long-term benefits of improved space and efficiency may outweigh these initial costs, businesses must carefully evaluate the return on investment before proceeding with implementation.
Forklift Trucks For Narrow Aisle Racking
Narrow aisles racking requires use of special forklifts or reach trucks capable of maneuvering in small tight spaces. These vehicles typically come with higher upfront costs compared to standard forklifts. and operation may require specialised training for warehouse staff, however the additional cost can be recovered with the operational improvements.
Is VNA racking right for your warehouse?
Implementing a Narrow Aisle Pallet Racking system can be a strategic move for warehouses looking to maximise storage capacity and improve operational efficiency. However, it’s essential to consider the specific needs and constraints of your warehouse, including the types of goods stored, existing infrastructure, and budget. Consulting with a warehouse design expert can help determine the best racking solution tailored to your operational requirements.
How Can Stamina Help?
With so many types of racking, choosing the right pallet racking system for your business can be difficult, so by contacting the team a Stamina Storage Systems, we can discuss the various options available. We will arrange a free site visit to help guide you on the right solution for your business,
To speak to our team, or arrange a free site visit, get in touch today.
Stamina Storage Solutions have 25 years of experience designing and installing storage solutions for businesses in all sectors.
So, if you need support or advice contact us and we can help you find the right storage solution for your business.

A Guide to Pallet Racking: Everything You Need to Know
With such a diverse array of options available to meet every storage need, it can be overwhelming to select the perfect pallet racking system for your warehouse, so here's our guide to help you make an informed decision.
Pallet racking systems are the backbone of countless warehouses and distribution centers around the world. These versatile structures provide efficient storage solutions for palletised goods, optimising space and facilitating smooth operations. In this comprehensive guide, we’ll delve into the intricacies of pallet racking, covering everything from its components to different types and how to choose the right racking system for your needs.
What is pallet racking?
Pallet racking is a storage system designed to store palletised goods in a warehouse or distribution center. The system, consists of upright columns, horizontal beams, and optional accessories such as wire or timber decking. The primary purpose of pallet racking is to maximise vertical storage space while allowing easy access to stored items for loading and unloading using forklifts or other handling equipment.
There are various types of pallet racking systems available, which we will discuss below.

Key components of a pallet racking system
Before we dive into the various types of pallet racking, let’s first understand the key components that make up these systems:
- Frame / Uprights: These vertical columns serve as the support structure for the racking system. Uprights typically have holes or slots at regular intervals to accommodate beams.
- Beams: Horizontal load-bearing members that connect to the uprights, forming the shelves or levels where pallets are stored. Beams come in various lengths and weight capacities to suit different storage requirements.
- Wire Decking or Timber Decking: Optional decking placed on the beams to provide additional support for pallets and prevent items from falling through.
- Footplates: These are anchored to the floor to provide stability and support for the uprights.
- Bracing: Diagonal braces or cross beams that connect the uprights together, enhancing the overall stability and strength of the racking system.
- Locking / Safety Pins: Inserted into the upright frames and engage with the beams to secure them in place, preventing accidental dislodgment or displacement of the beam.
Types of Pallet Racking
Pallet racking systems can broadly be categorised into two main types based on their accessibility and storage density:
Direct Access Pallet Racking
- Adjustable Pallet Racking(APR): This is the most common type of direct access pallet racking. It allows for individual pallets to be accessed directly without moving others. Selective racking systems are versatile and suitable for warehouses with a wide variety of SKU (stock-keeping unit) requirements. They offer easy access to each pallet, making them ideal for businesses that prioritise quick retrieval of goods.
Adjustable Pallet Racking (APR)
- Cantilever Racking: a specialised type of pallet racking system designed primarily for the storage of long, bulky, or irregularly shaped items that cannot be stored on traditional pallets. Unlike conventional pallet racking, which utilises horizontal beams to support pallets, cantilever racking features long, horizontal arms that extend from vertical columns.
Cantilever Racking
High-Density Pallet Racking Systems
- Mobile Racking Systems: Unlike traditional static pallet racking, mobile pallet racking is mounted on a steel framed base. This racking system is installed over guided mobile bases that slide laterally, thus eliminating the need for aisles, which open up only when accessed.
Mobile Racking
- Drive-In Racking: Drive-in Racking, also know as drive-through racking, allows forklift trucks to drive directly into the pallet racking , providing easy access to stored pallets. This efficient design eliminates the need for aisles between racks, maximising storage space for products with a low inventory turnover rate.
Drive-In Racking
- Push Back Racking: Push back racking is a type of selective pallet racking system used in warehouses to maximise storage density while maintaining selectivity and ease of access to stored goods. Ideal if you’re storing bulk goods on pallets according to the Last-in, First-out (LIFO) principle.
Push Back Racking
- Carton Flow Live Shelving: This system utilises gravity to move products seamlessly from the loading end to the picking end, reducing the need for manual handling and increasing picking efficiency and is particularly effective for products with a short shelf life, where the first-in-first-out (FIFO) system is crucial. It’s commonly used for cartons, boxes, and smaller items.
Carton Flow Racking
How to choose the right pallet racking system
When it comes to choosing a pallet racking system for your warehouse or distribution centre, several considerations come into play. First off, you’ve got to assess your storage requirements. Take a good look at the size, weight, and volume of your inventory, including any items with special handling needs. This will help determine the type of racking system that can best accommodate your goods.
Accessibility is another key factor to think about. Do you need direct access to each pallet, or are you okay with sacrificing a bit of accessibility for higher storage density? Understanding your accessibility needs will steer you towards the right type of racking system that balances storage efficiency with ease of access.
Lastly, don’t forget about your warehouse layout and future growth plans. Consider the dimensions of your warehouse, including ceiling height and aisle width, to make sure you’re optimising space utilisation. And as your inventory grows over time, ensure that the racking system you choose can adapt to accommodate your evolving needs without requiring a complete overhaul. Taking all these factors into account will help you make an informed decision and select a pallet racking system that maximises efficiency and productivity in your warehouse or distribution centre.
Stamina Storage Solutions have 25 years of experience designing and installing storage solutions for businesses in all sectors.
So, if you need support or advice contact us and we can help you find the right storage solution for your business.
Understanding the weight capacity of pallet racking
Understanding the weight capacity of your pallet racking system is crucial for ensuring the safety and efficiency of your warehouse operations. Overloading the system can lead to structural failure, accidents, and costly damages, so it's important to know the load limits and distribute weight evenly across the racking. In this article we will explain in detail the weight capacities of various pallet racking systems.
The weight capacity of a pallet racking system is its ability to support and safely hold the weight of the goods stored on its shelves. Overlooking this crucial factor can lead to safety hazards, structural failures, and operational inefficiencies. It’s essential to accurately assess the weight of your stored goods and choose a pallet racking system that can handle the load.
The amount of weight that a pallet racking system can hold will vary depending on the type of system, and the manufacture and we will always advise to check the pallet racking you use is suitable for the good you store, especially if the goods have changed. Below we have given some guidance on the different pallet racking types and their weight capacities:
Types of Pallet Racking and Their Weight Capacities:
Adjustable Pallet Racking
Adjustable pallet racking is the most common type of pallet racking, allowing direct access to each pallet. Weight capacities can vary but generally range from 500kgs to 2000 kgs per pallet position. Ensure to check manufacturer specifications for precise details
Double-Deep Pallet Racking:
Ideal for high-density storage, double-deep racking systems have weight capacities similar to the adjustable pallet racking system, so range from 500kg to 2000kgs . However, it’s crucial to consider the accessibility constraints, as pallets are stored two-deep, making rear pallets less accessible. Also there is a weight reduction on rear pallets due to the truck operation.
Drive-In Racking:
Designed for high-density storage, drive-in systems can handle substantial weight. Capacities typically range from 500kgs to 2000kgs per pallet position. Consider the trade-off between storage density and selectivity.
Push Back Pallet Racking:
With a Last-In-First-Out (LIFO) inventory management system, push back racking can handle weights ranging from 500kgs to 2000kgs per pallet position. It’s essential to consider the dynamic nature of this system when assessing weight capacities.
Cantilever Racking:
Commonly used for storing long and bulky items like pipes and timber, cantilever racking is generally designed around the goods stored and is therefore not as restricted on weight capacities as per the other options. The overall capacity depends on the length and thickness of the stored items.

What we will need to calculate the weight capacity of a pallet racking system.
What type of pallet racking you are using:
As we mentioned above, different types of pallet racking system have different weight capacities (e.g. selective pallet racking, drive-in racking, push back racking, etc.) so we will need to know what type you are using or are planning to use.
The manufacturer and model of pallet racking
As well as type of racking, we will need to identify the manufacturer and model of your pallet racking system. Different manufacturers may have variations in design and specifications, impacting weight limits. If you don’t know the manufacturer of the racking, just take a photo and we can help you identify the model you have.
Configuration and Dimensions
It is important to provide details about the configuration and dimensions of your pallet racking system. This includes the height, width, and depth of the racks, as well as the number of levels or beams – we can give you guidance on how to measure your pallet racking system.
Material and Construction
Note the materials used in the construction of the pallet racking, such as the type of steel, and inquire about the design features that contribute to its load-bearing capacity.
Beam Levels and Spacing:
Specify the number of beam levels in each rack and the spacing between these levels. This information is crucial as it directly impacts the weight distribution across the racking system.
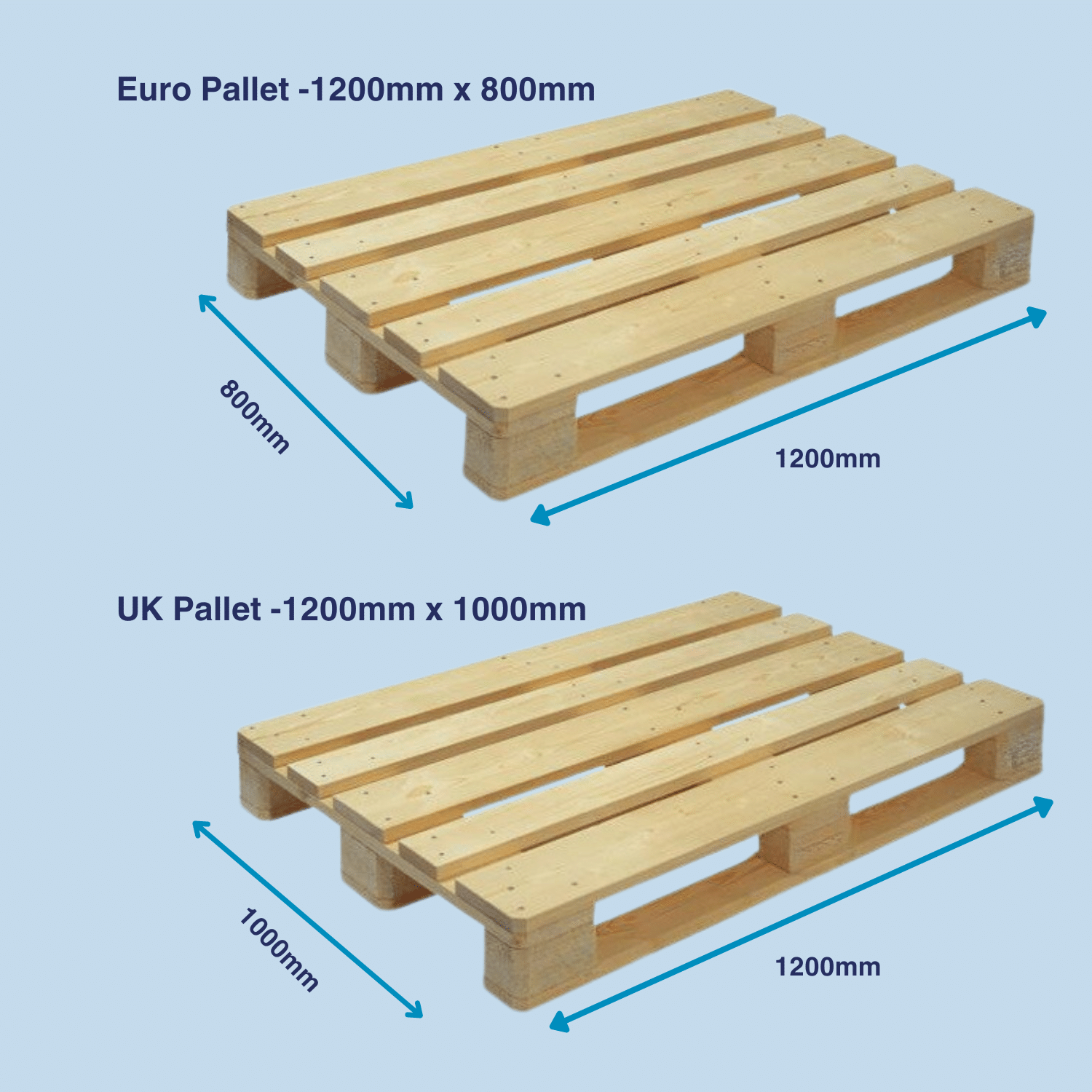
Pallet Size and Weight
Provide details about the size and weight of the pallets you intend to store on the racks. The weight of the individual pallets, along with the quantity, influences the overall load on the system (UK Pallet -1200mm x 1000mm, Euro Pallet -1200mm x 800mm).By providing these specific details, will enable our expert team to calculate and recommend accurate weight limits based on the design and specifications of your system. It’s essential to consult with experts in pallet racking to ensure that your system is configured to safely and efficiently handle the weight requirements of your stored goods.

Two types of pallets
Are there any regulations around weight loads
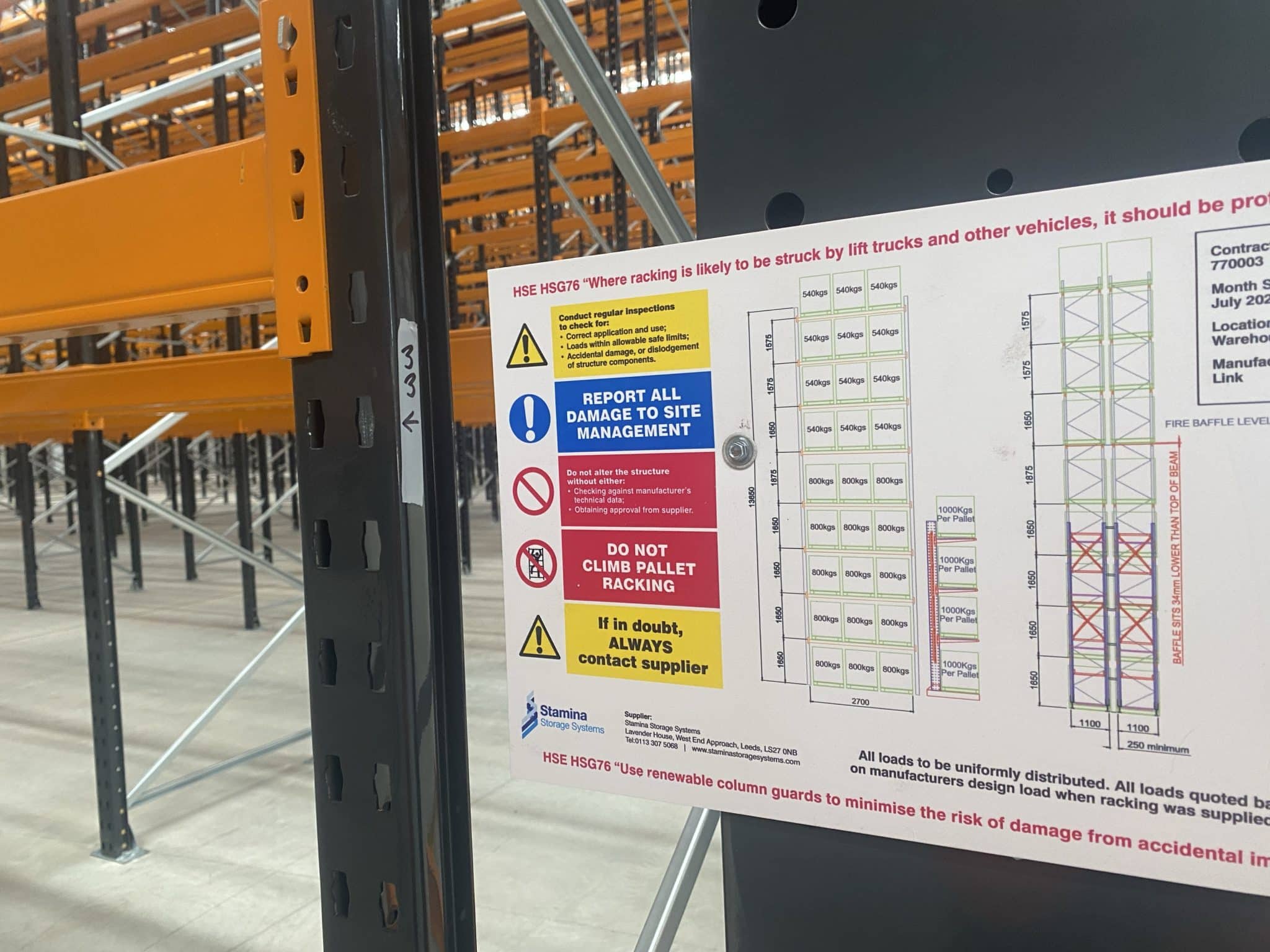
Load notices on pallet racking help warehouses comply with weight restrictions and other regulations imposed by local authorities. This compliance not only ensures a safe working environment but also prevents potential legal issues.
Whilst there is no specific legislation in place with regards to load notices, the Health & Safety Executive (HSE) states that the limitations indicated in the maximum load notice should never be exceeded.
In addition to this, training and guidance should be provided to staff within the warehouse to ensure they are a clear understanding on what the maximum racking loads are, and why it’s important for them to adhered to.
What information is included on a load notice?
- Manufacturer Information
- Maximum Load Capacity per Beam Level
- Maximum Load Capacity per Bay
- Maximum Pallet Weight
- Load Distribution Information
- Height-to-Depth Ratio
- Safety Warnings
- Date of Manufacture or Installation
- Contact Information for Technical Support
Stamina Storage Systems will supply load notices when installing pallet racking systems providing information on the weight-bearing capacity of each pallet and the load distribution, these notices help prevent overloading, ensuring that the racks can support the intended weight without compromising safety. If you need further support on load requirements for your racking, feel free to contact our team experts, who are on hand to help.